东一五金有限公司主要经营:五金冲压件,冲压加工,五金加工,冲压拉伸件,精密冲压模具

先来说说鱼鳞焊的运条方法TIG焊接本身就属于明弧操作能很好的观察熔池的形状和流动,要比焊条电弧焊优越的多。控制焊接时的手稳是最大的关键,避免发抖烧损坞极造成熔池夹钨。控制方法可才用握焊枪的食指支撑于所焊管道或板件。钨极伸出长度可根据破口的深浅来选择,一般3~5MM。关于运丝方法可根据破口的大小选择,破口角度较小时焊丝可放于溶池中间,连续送进。破口较大时可采用两侧点进送丝(要相当熟练,避免碰到坞极),焊枪左右移动使边缘熔合良好。关于表面的饱满的鱼鳞纹,按考试比赛评分标准,TIG焊缝余高一般在0~2MM,表面光滑无咬边、气孔、裂纹,未融合即可。
1.非常养眼,看着让人舒服的焊缝焊接过程。
2.给管子带上彩色光环是啥感受
3.用更大和更厚的碳钢焊接层,效果更佳。
4.焊接缝向上的方式。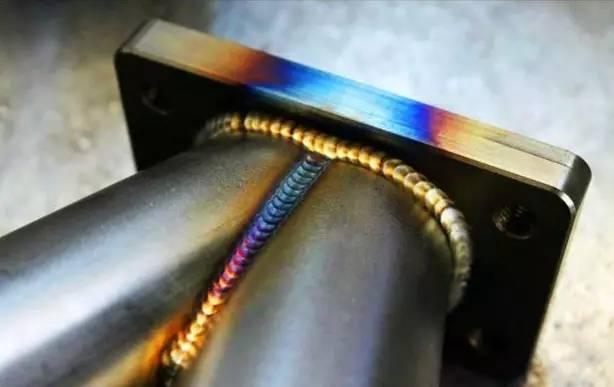
5.杯型。
6.三角型。
7. 这个算最普通焊接了,做到这样的焊工也是完美及格。
8.这个金环都美得窒息了
9.这个也非常完美。
10.弧型焊接作品。
11.非常精彩的接缝处理。
12.有褶皱的折弯管道,也是方法正确的局部焊接。
13.这几圈焊下来得产生多少温度?
14.这轮子虽然让人头晕,但当做工业重金属手艺术品挂墙上也很有格调。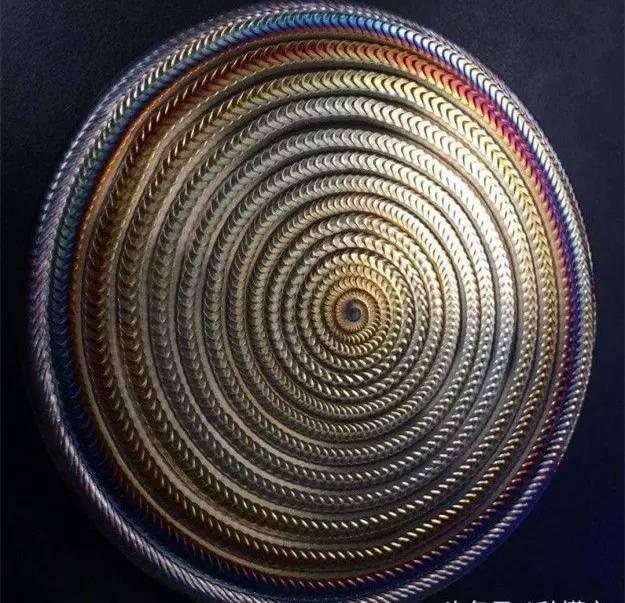
15.这居然焊成一个球状。
16.机器人能做的德国人也能做。
17.乍一看还以为是煤气灶忘关了,真酷啊。
18.看了下面的图才知道焊工也可以做艺术家的事情!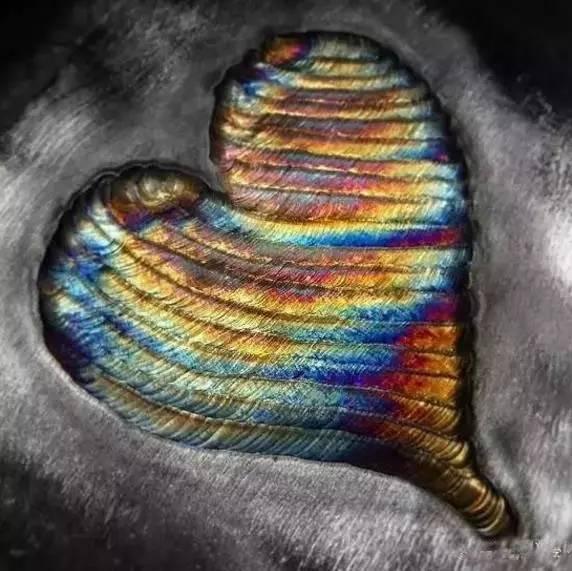
19.这个动物认识吧!
20.这成纯粹的炫耀了。
21.这个如果参加摄影大赛,肯定能获奖吧。
22.这个三通太美了吧!
23.这么鲜艳的颜色怎么焊出来的呢?


再来说一下,实操中的注意事项!控制好角度、电流大小很重要,焊条向后走的时候要宽度厚度要保持一致!焊立焊时靠手法技巧!一般都用V字型的向上摆动!电流也很重要。电流小了打不着火,焊条容易和焊件粘在一起!焊不牢!电流大了容易烧穿!焊件会变形!焊时铁水会向下流!学电焊最关键的就是多练习!俗话说:熟能生巧嘛!一般平对接焊的焊条摆动方法有锯齿形,月牙形,三角形,环形,和八字形!立角焊的关键是如何控制熔池金属,焊条要按熔池金属的冷却境况有节奏的上下摆动。在施焊过程中,当引弧后出现第一个熔池时,电弧应较快地抬高。当看到熔池瞬间冷却成一个暗红点时,将电弧下降到弧坑处,并使溶滴下落时与前面熔池重叠2\3,然后电弧在抬高。这样有节奏的形成立角焊缝。多做练习!
1、什么叫焊接?
答:两种或两种以上材质(同种或异种),通过加热或加压或
二者并用,来达到原子之间的结合而形成永久性连接的工艺过程叫焊接.
2、什么叫电弧?
答:由焊接电源供给的,在两极间产生强烈而持久的气体放电现象—叫电弧
〈1〉按电流种类可分为:交流电弧、直流电弧和脉冲电弧。
〈2〉按电弧的状态可分为:自由电弧和压缩电弧(如等离子弧)。
〈3〉按电极材料可分为:熔化极电弧和不熔化极电弧。
3、什么叫母材?
答:被焊接的金属#-叫做母材。
4、什么叫熔滴?
答: 焊丝先端受热后熔化,并向熔池过渡的液态金属滴#-叫做熔滴。
5、什么叫熔池?
答:熔焊时焊件上所形成的具有一定几何形状的液态金属部分#-叫做熔池。
6、什么叫焊缝?
答:焊接后焊件中所形成的结合部分。
7、什么叫焊缝金属?
答:由熔化的母材和填充金属(焊丝、焊条等)凝固后形成的那部分金属。
8、什么叫保护气体?
答:焊接中用于保护金属熔滴以及熔池免受外界有害气体(氢、氧、氮)侵入的气体——保护气体
9、什么叫焊接技术?
答:各种焊接方法、焊接材料、焊接工艺以及焊接设备等及其基础理论的总称—叫焊接技术。
10、什么叫焊接工艺?它有哪些内容?
答:焊接过程中的一整套工艺程序及其技术规定。内容包括:焊接方法、焊前准备加工、装配、焊接材料、焊接设备、焊接顺序、焊接操作、焊接工艺参数以及焊后处理等。
11、什么叫CO2焊接?
答:用纯度> 99.98% 的CO2做保护气体的熔化极气体保护焊—称为CO2焊。
12、什么叫MAG焊接?
答:用混合气体75#95% Ar + 25#5 % CO2 ,(标准配比:80%Ar + 20%CO2 )做保护气体的熔化极气体保护焊—称为MAG焊。
13、什么叫MIG焊接?
答: (1)用高纯度氩气Ar≥ 99.99%做保护气体的熔化极气体保护焊接铝及铝合金、铜及铜合金等有色金属;
(2)用98% Ar + 2%O2 或95%Ar + 5%CO2做保护气体的熔化极气体保护焊接实心不锈钢焊丝的工艺方法#称为MIG焊。
(3)用氦+氩惰性混合气做保护的熔化极气体保护焊。
14、什么叫TIG(钨极氩弧焊)焊接?
答:用纯钨或活化钨(钍钨、铈钨、锆钨、镧钨)作为不熔化电极的惰性气体保护电弧焊,简称TIG焊。
15、什么叫SMAW(焊条电弧焊)焊接?
答:用手工操纵焊条进行焊接的电弧焊方法。
16、什么叫碳弧气刨?
答:使用碳棒作为电极,与工件间产生电弧,用压缩空气(压力0.5—0.7Mpa)将熔化金属吹除的一种表面加工的方法。常用来焊缝清根、刨坡口、返修缺陷等。
17、为什么CO2焊比焊条电弧焊效率高?
答: (1)CO2焊比焊条电弧焊熔化速度和熔化系数高1-3倍;
(2)坡口截面比焊条减小50%,熔敷金属量减少1\2;
(3)辅助时间是焊条电弧焊的50%。
模具人杂志微信:mojurenzazhi
三项合计:CO2焊的工效与焊条电弧焊相比提高倍数2.02~3.88倍
18、为什么CO2焊接接头比焊条电弧焊的焊接接头质量好?
答:CO2焊缝热影响区小,焊接变形小;CO2焊缝含氢量低(≤1.6ML\100g),气孔及裂纹倾向小;CO2焊缝成形好,表面及内部缺陷少,探伤合格率高于焊条电弧焊。
19、为什么CO2焊比焊条电弧焊的综合成本低?
答: (1)坡口截面积减少36-54%, 节省填充金属量;
(2)降低耗电量65.4%;
(3)设备台班费较焊条电弧焊降低67-80%,降低成本20-40%;
(4)减少人工费、工时费,降低成本10-16%;
(5)节省辅助工时、辅料消耗及矫正变形费用;
综合五项,CO2焊能使焊接总成本降低 39.6-78.7%,平均降低59%。
20、什么叫低频脉冲?适用哪些焊接?
答:脉冲频率在0.5—30Hz的脉冲电弧叫作低频脉冲焊接。主要用于不锈钢、钢和钛等有色金属的TIG焊。
21、什么叫中频脉冲?适用哪些焊接?
答:脉冲频率在30-500Hz的脉冲电弧叫作中频脉冲焊接。由于具有电弧压缩效应,电弧集中,挺度好,主要用于薄件不锈钢、钢和钛等有色金属的TIG焊和不锈钢和铝及铝合金的MIG焊。
22、为什么CO2焊接有飞溅?
答:焊丝端部的熔滴与熔池短路接触(短路过渡),由于强烈过热和磁收缩的作用使熔滴爆断,产生飞溅。CO2焊机的输出电抗器和波形控制可以将飞溅降低至最小程度。
23、为什么MIG\MAG大电流焊接才能实现射流过渡,无飞溅?
答:MIG\MAG焊接时,各种金属均具有短路过渡转变为射流过渡的临界电流值(如:φ1.2碳钢、不锈钢焊丝,电流I≥260—280A),此时电弧呈射流过渡状态,实现无飞溅焊接。
24、为什么MIG\MAG小电流焊接要用带脉冲的电源才能实现射流过渡,无飞溅?
答:MIG\MAG焊接,焊接电流低于临界电流值时,采用带脉冲的电源,其脉冲电流大于临界电流值,电弧也能呈射流过渡状态,实现无飞溅焊接(如:使用松下AG2\GE2脉冲MIG\MAG焊机,φ1.2碳钢、不锈钢、铝及铝合金焊丝在电流I≥80A时已实现脉冲射滴过渡,其脉冲电流Ip≥350A)。
(文章内容来源于网络)图文转至网络,若内容涉嫌侵权,请告知我们删除!